Bulk Bag Conditioners
Advanced Conditioning Solutions
Experience our Bulk Bag Conditioners
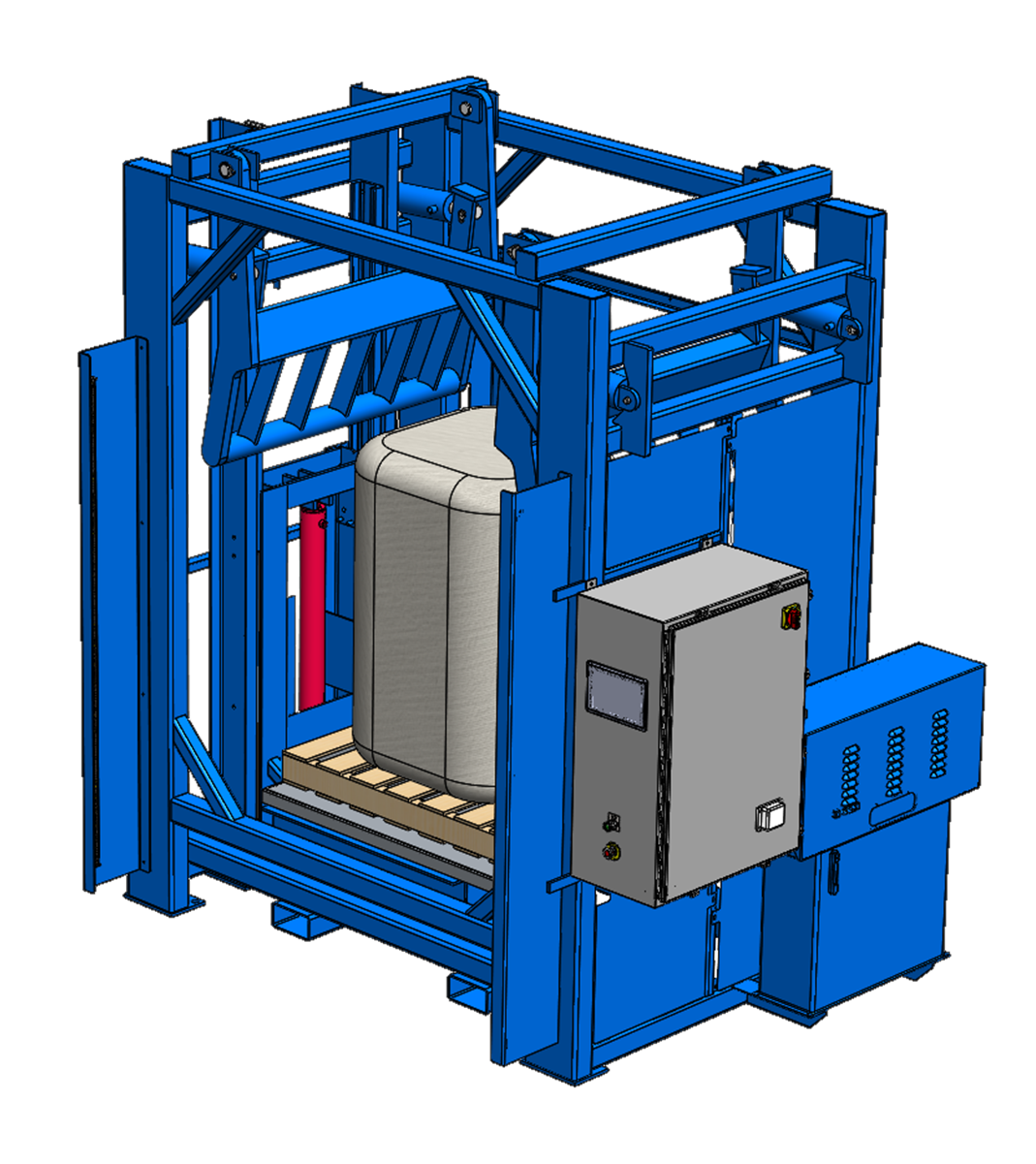
With its patented design and unique feature set, the Material Master® Bulk Bag Conditioner safely and seamlessly returns hardened bulk bags to a free-flowing state. Our custom bulk bag conditioners are designed to meet your unique application requirements and optimize your entire conditioning process.
Contact us at 269.673.2125 or fill out a form to learn more about our advanced conditioners.

Conditioning Arms
Conditioning Frame
Control Systems
Hydraulic Systems
Hydraulic Lift Platform
Machine Guarding
Featured Components
- Conditioning Arms
- Conditioning Frame
- Control Systems
- Hydraulic Systems
- Hydraulic Lift Platform
- Machine Guarding

Conditioning Arms
Driven with 75,000 pounds of cylinder force to condition even the most severely agglomerated materials. Pivoting conditioning arms fracture and shear materials for superior results. Design eliminates troublesome horizontal guide rod binding and deflection. Arms built from heavy wall structural tube and carbon steel plate.

Conditioning Frame
The industry’s most compact footprint. Heavy-duty 4” x 10” structural carbon steel tube main frame with gussets and continuous welds. Designed utilizing Finite Element Analysis for safety and durability.

Control Systems
Easily creates recipes for your material in minutes from pre-loaded templates. Eliminates production bottlenecks by providing consistent conditioning results. User configurable parameters for your specific requirements.

Hydraulic Systems
Premium quality Parker hydraulic system with dual 5 GPM pumps, 10 HP pump motor with a 30-gallon carbon steel reservoir, 4 station manifold, sight gauge, pressure relief valve and plated steel hydraulic fittings.

Hydraulic Lift Platform
48” vertical travel, 4,000-pound capacity, heavy-duty, 48” square rotary turntable with manual rotation or robust powered drive and hydraulic lift cylinder with adjustable axial bearings traveling within a hevi-rail track.

Machine Guarding
Typical options include clear polycarbonate or acrylic panels, perforated, expanded or sheet metal panels, twin electrically-interlocked loading doors, load-side light curtains and safety scanners.
Featured
Components
Conditioning Arms
Driven with 75,000 pounds of cylinder force to condition even the most severely agglomerated materials. Pivoting conditioning arms fracture and shear materials for superior results. Design eliminates troublesome horizontal guide rod binding and deflection. Arms built from heavy wall structural tube and carbon steel plate.
Conditioning Frame
The industry’s most compact footprint. Heavy-duty 4” x 10” structural carbon steel tube main frame with gussets and continuous welds. Designed utilizing Finite Element Analysis for safety and durability.
Control Systems
Easily creates recipes for your material in minutes from pre-loaded templates. Eliminates production bottlenecks by providing consistent conditioning results. User configurable parameters for your specific requirements.
Hydraulic Systems
Premium quality Parker hydraulic system with dual 5 GPM pumps, 10 HP pump motor with a 30-gallon carbon steel reservoir, 4 station manifold, sight gauge, pressure relief valve and plated steel hydraulic fittings.
Hydraulic Lift Platform
48” vertical travel, 4,000-pound capacity, heavy-duty, 48” square rotary turntable with manual rotation or robust powered drive and hydraulic lift cylinder with adjustable axial bearings traveling within a hevi-rail track.
Machine Guarding
Typical options include clear polycarbonate or acrylic panels, perforated, expanded or sheet metal panels, twin electrically interlocked loading doors, load side light curtains and safety scanners.
Watch Now: Material Master® Bulk Bag Conditioner
Designed to transform operations, our patented Material Master® Bulk Bag Conditioner delivers the efficiency and high-performance we’re known for.Showcasing Our Featured Bulk Bag Conditioners
Explore our featured bulk bag conditioners and learn how Material Transfer can design a custom solution to meet your unique needs.
Featured
Equipment

#10151-MC Bulk Bag Conditioner
Materials such as salt and sugar can harden over time due to multiple environmental factors, including humidity or road travel. Designed for use in the food industry, this bulk bag conditioner is built to return these materials back to a free-flowing state without compromising the bulk bag or the material itself. With features including a stainless-steel turntable cover and food-grade grease, this unit offers superior results while maintaining sanitary requirements of the facility.

#10143-MC Bulk Bag Conditioner
This bulk bag conditioner was built for use in the medical industry. With a 48” travel hydraulic lift platform, it can handle a range of bulk bag sizes. A custom recipe can be created to handle dimensions of each bag and saved for future use so that operations are completely automated, reducing risk of operator error or inexperience. To protect the safety of the operator, this conditioner includes metal guarding on three sides and load-side light curtains that seize equipment operation if the sensor is tripped.

#10088-MC Bulk Bag Conditioner
The purpose of our bulk bag conditioners is to deliver the same end result – free-flowing material – but there are many ways to customize your unit to fit your facility’s needs. This construction materials manufacturer needed a durable unit with chemical-resistant fabrication that could operate continuously throughout 24-hour shifts, all while maintaining a clean and safe facility. To meet their requirements, we designed this unit to include a stainless-steel turntable cover (chemical resistance), a fan-driven hydraulic oil cooler (continuous operation), a drip-pan below the hydraulic unit (cleanliness), and four sides of operator protection including three sides of metal guarding and load-side light curtains (safety).
#10151-MC Bulk Bag Conditioner
Materials such as salt and sugar can harden over time due to multiple environmental factors, including humidity or road travel. Designed for use in the food industry, this bulk bag conditioner is built to return these materials back to a free-flowing state without compromising the bulk bag or the material itself. With features including a stainless-steel turntable cover and food-grade grease, this unit offers superior results while maintaining sanitary requirements of the facility.
#10143-MC Bulk Bag Conditioner
This bulk bag conditioner was built for use in the medical industry. With a 48” travel hydraulic lift platform, it can handle a range of bulk bag sizes. A custom recipe can be created to handle dimensions of each bag and saved for future use so that operations are completely automated, reducing risk of operator error or inexperience. To protect the safety of the operator, this conditioner includes metal guarding on three sides and load-side light curtains that seize equipment operation if the sensor is tripped.
#10088-MC Bulk Bag Conditioner
The purpose of our bulk bag conditioners is to deliver the same end result – free-flowing material – but there are many ways to customize your unit to fit your facility’s needs. This construction materials manufacturer needed a durable unit with chemical-resistant fabrication that could operate continuously throughout 24-hour shifts, all while maintaining a clean and safe facility. To meet their requirements, we designed this unit to include a stainless-steel turntable cover (chemical resistance), a fan-driven hydraulic oil cooler (continuous operation), a drip-pan below the hydraulic unit (cleanliness), and four sides of operator protection including three sides of metal guarding and load-side light curtains (safety).
Applications & Case Studies
Unleashing the Potential of Material Transfer’s Conditioners
Discover how our conditioners excel across industries. Explore real-world case studies highlighting their exceptional performance, versatility, and productivity improvements. Unlock new possibilities for your material handling needs with our advanced conditioners.

Automated Conditioning Systems Helps Meet Rising Demand More Safely and Quickly
Integrated Systems: Streamlined Material Handling Operations
Experience seamless material handling with Material Transfer’s integrated systems, featuring our advanced conditioners at the core. By combining our conditioners with advanced auxiliary equipment, we deliver custom solutions to optimize your entire material handling operation.
Reliable Service & Parts
Our comprehensive range of service and parts includes installation and support, maintenance, aftermarket parts and on-site assistance. Maximize the performance and longevity of your equipment with our reliable service and parts solutions.